What is DHF Bi-met™, Essentially, DHF’s Bi-met technology is the fusing of thermal spray to boiler pipes using Induction Heating (IH) to form a self-fluxing alloy coating. Our process has achieved what has been deemed technically impossible in the maintenance of boilers and other large equipment parts as listed below.
- 1) High consistency and reproducibility in the quality of lining formation;
- 2) High flexibility (adaptability) in design and application enabled by fusing and bending processes through the use of IH; and
- 3) Wide variety of lining options depending on intended usage.
Process of Thermal Spraying and Fusing
Images of Thermal Spraying and Fusing Processes
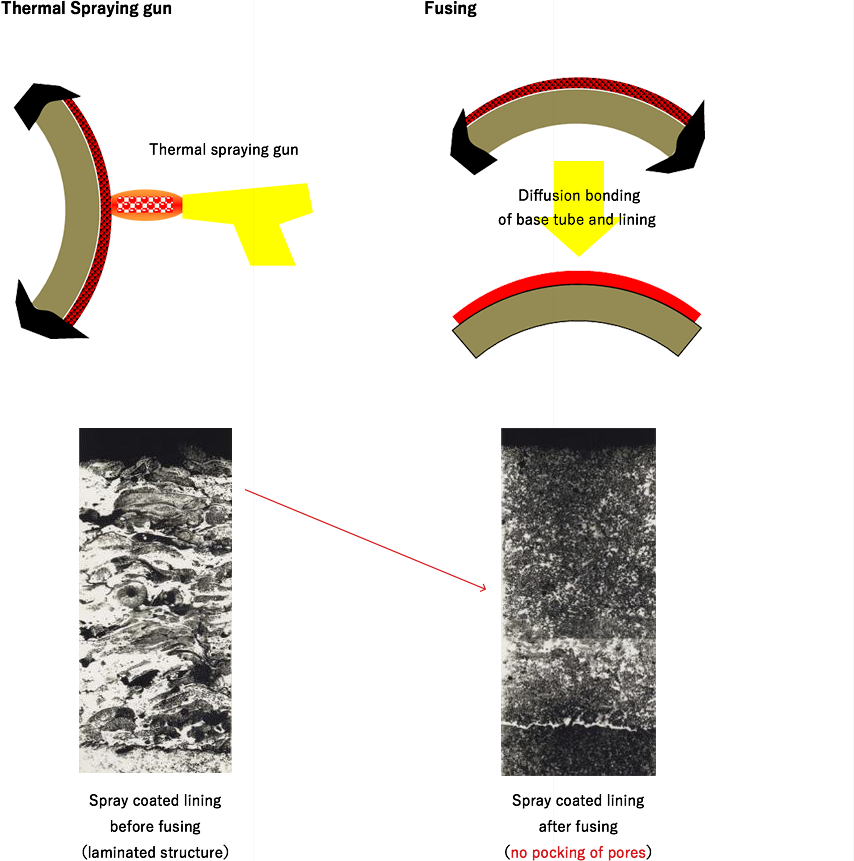
Fusing Process
The fusing process is carried out by using either of two heating methods: gas or high frequency induction heating (IH).
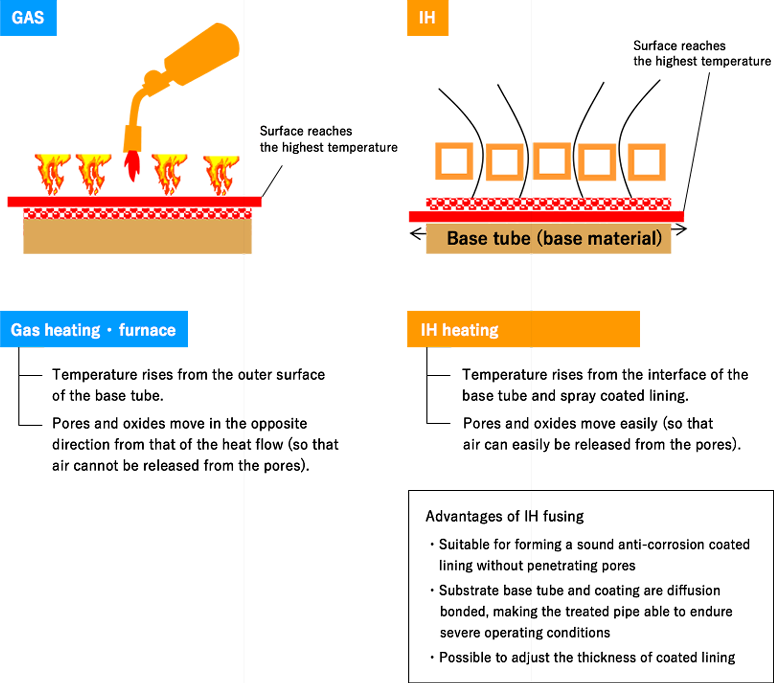
Gas fusing
IH fusing
Quality of Coated lining
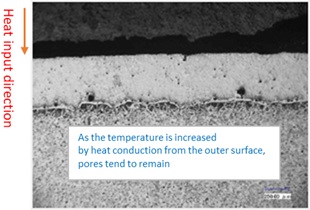
Pores or slag easily remain.
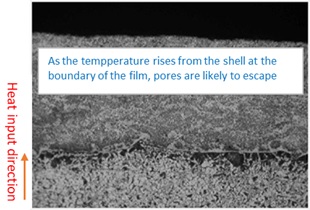
Pores or slag are removed to form a sound coated lining.
Adhesion
Can be irregular and inconsistent
Uniform diffusion bonding results in strong adhesion
(Fig. 2)
Lining thickness
Not suitable for thick linings
(up to only about 2 mm)
Possible to form thick linings
(2 mm and over)
Effect on base material
Large negative effect due to long duration of heat treatment
Small effect due to controlled, short duration of heat treatment
Consistency of quality
Not quite consistent due to manual operation by workers
Consistent due to mechanically controlled operation

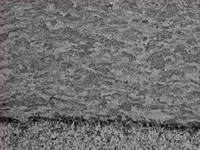
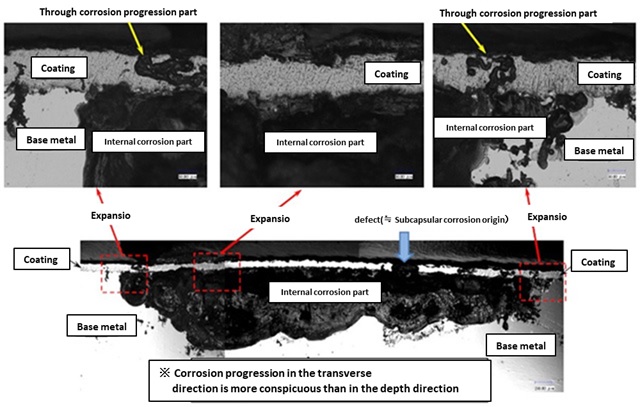
Condition of water –wall panel treated with standard onsite thermal spray process – (Note pores and corrosion of base material)
Differences in coated linings using different fusing methods
Difference between DHF Bi-met and other processing methods
HVOF thermal spraying
Build-up welding
DHF Bi-met
Lining material
Ni-Cr
Inconel 625
Ni-based SF alloy
Dilution
N/A
Applicable Fe: 10 - 20%
N/A
Lining thickness
Approx. 0.2 mm
>1.5mm
0.5 mm - 2.0 mm in practical applications
Effect of heat on panel
Minimal
Yes
Minimal
Thermal strain
Minimal
Yes
Minimal
As anti-corrosion measure
Not suitable
Suitable
Suitable
As anti-wear measure
Suitable
Not suitable
Suitable
Adhesion
70Mpa
450Mpa
400Mpa
Lining hardness(HRC)
>45
<40
>55
Surface condition
Slightly uneven
Uneven
Smooth and even
Control over lining thickness
Easy
Rather difficult
Easy
Flexibility in design
DHF Bi-met™ products can also be subject to pipe or panel bending processes conducted at the same time as the high frequency IH re-melting (fusing) process after thermal spraying.
The products allow for higher flexibility in design as they can be applied to parts of various shapes and sizes as shown in the photos below.
