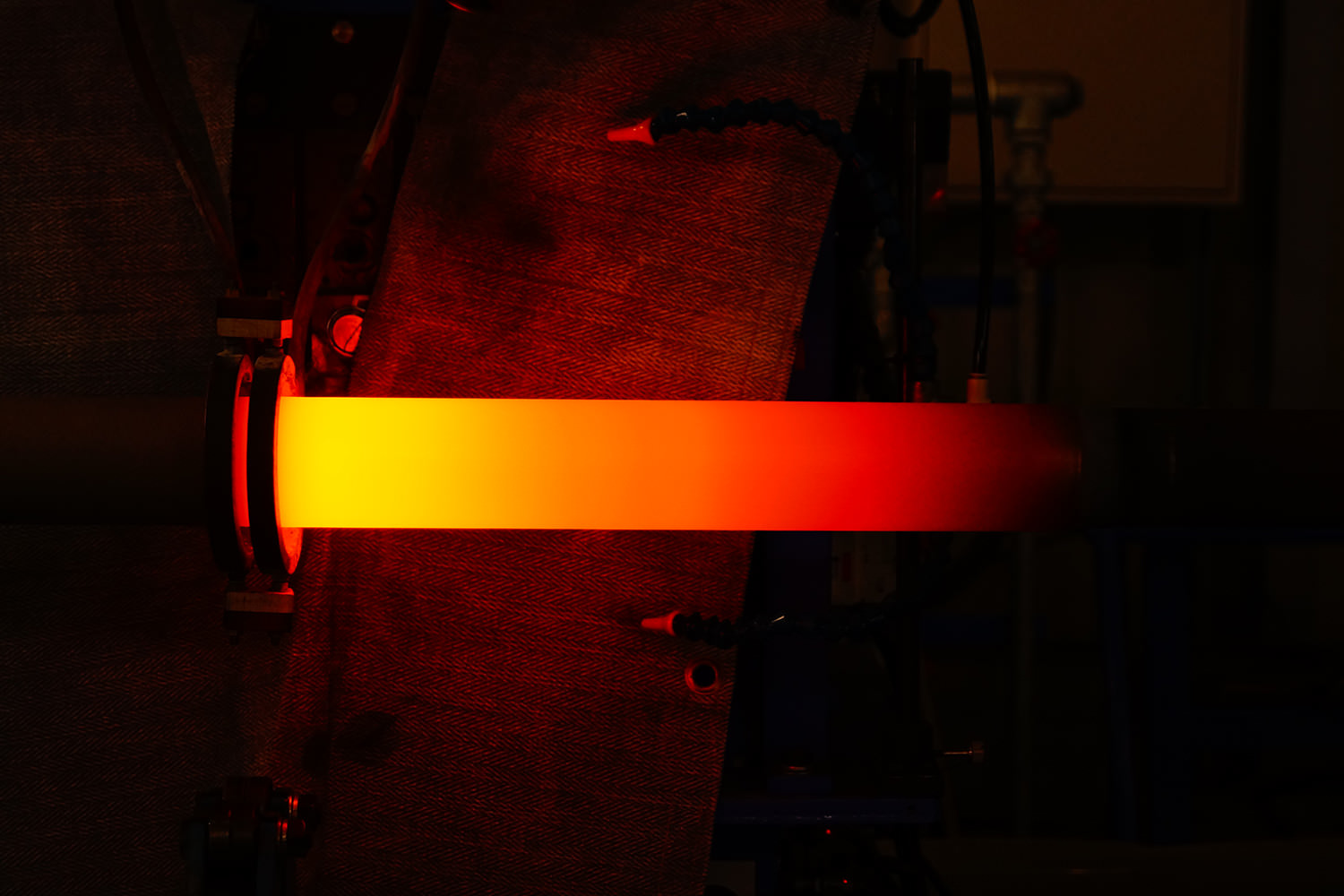
DHFバイメット®製品の最大の特長は、自溶合金皮膜の形成に必要なフュージング(再溶融)処理工程をIHで実施する事で、これにより従来は、技術的に非常に困難とされたボイラー等大型機器で以下の実現が可能となりました。
- 1) 皮膜形成時の高い品質安定性と再現性の確保
- 2) IHによるフュージング曲げ加工により、設計・採用への高いフレキシビリティ(対応性)
- 3) 用途に合わせた皮膜選定
溶射〜フュージング(再溶融)手順
溶射とフュージングのイメージ図
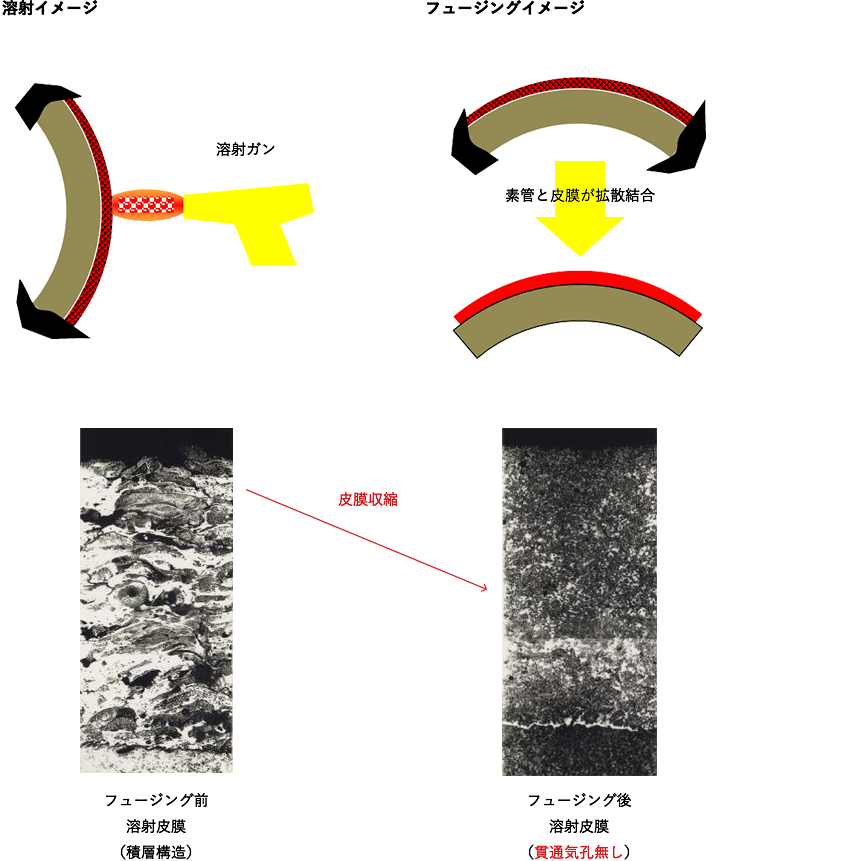
フュージングについて
フュージングには、ガスと高周波誘導加熱(IH)での二つのフュージング方法がございます。
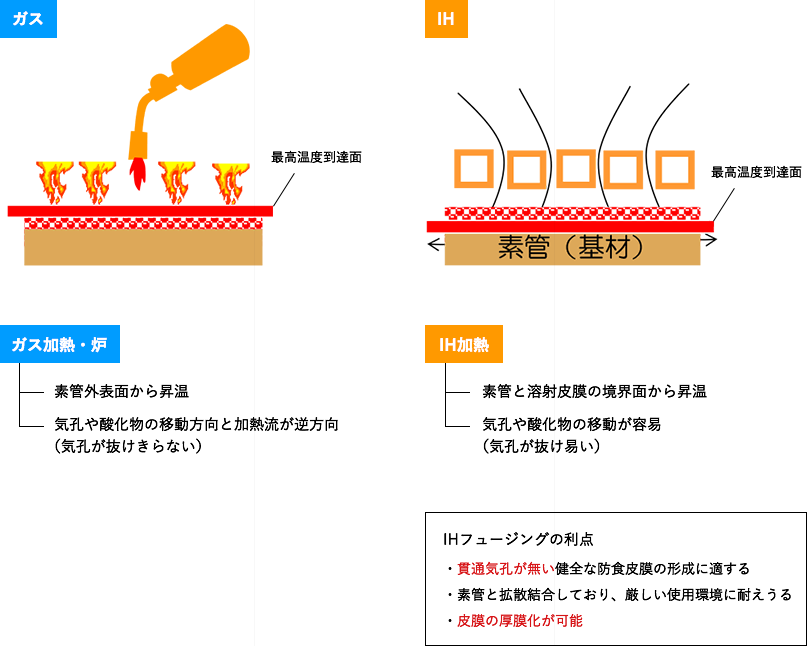
ガスフュージング
IHフュージング
皮膜品質
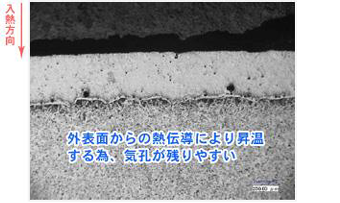
気孔やスラグが残存しやすい
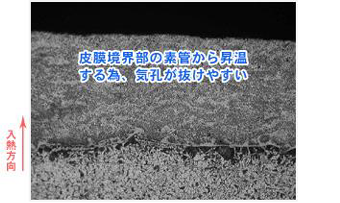
気孔やスラグ除去が促進され健全な皮膜
密着力
ばらつきが多く不安定
均一に拡散接合され強固
(Fig-2)
膜厚
膜厚形成は不向き
(最大2mm程度まで)
厚膜形成が可能
(2.0mm 以上可能)
母材への影響
加熱時間が長く影響大
制御された短時間加熱で影響小
品質の安定性
人的作業で不安定
機械制御された作業で安定

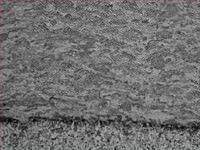
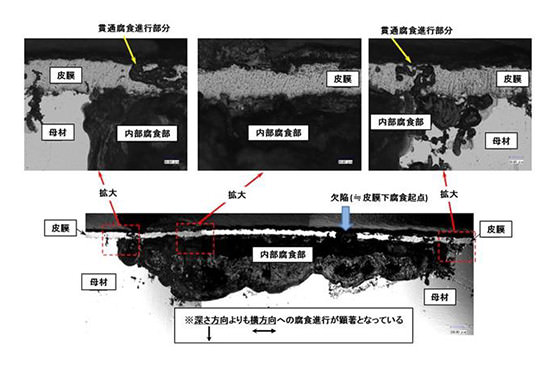
現地溶射施工による皮膜の様子(気孔が多く、基材の腐食に繋がるリスクがあります。)
フュージング方法の違いによる皮膜の差
他施工方法とDHFバイメットの違い
HVOF溶射
肉盛溶接
DHFバイメット
皮膜材質
Ni-Cr
インコネル625
Ni基自溶合金
希釈化
無し
有り(Fe;10~20%)
無し
皮膜厚み
0.2mm程度
>1.5mm
実績 0.5mm~2.0mm
熱影響
少ない
有り
少ない
熱による歪み
少ない
有り
少ない
耐食性対策方法
不向き
良い
良い
耐摩耗性対策方法
良い
不向き
良い
密着力
70Mpa
450Mpa
400Mpa
皮膜硬さ(HRC)
>45
<40
>55
表面状態
微小凹凸あり
凹凸あり
滑らか
膜厚の調整
容易
やや困難
容易
設計の自由度
DHFバイメット®製品は、高周波誘導加熱を用いて溶射後の再溶融処理(フュージング)のみならず、管及びパネルの曲げ加工が同時施工できます。
写真の様に、いろいろな寸法形状に対応する事が可能な為、設計の自由度も増します。
