- 鉄筋母材の熱間加圧成形による一体成形品で高い信頼性と品質
- 鉄筋メーカー・竹節・ネジ形状を選ばない加工
- 施工性の向上による、配筋作業の大幅な短縮
- 定着部の過密配筋の緩和によるコンクリート充填性の向上
- 優れた疲労性能と低温引張性能
耐震性能向上に伴う鉄筋の高密度化による標準フックでの配筋施工の困難化や、コンクリート充填性の問題また鉄筋の高強度・太径化による曲げ加工の困難性の問題、こうした問題を解決するために、「Tヘッド工法」という画期的な鉄筋定着工法を開発しました。
「Tヘッド工法」の採用により、配筋施工の合理化による省力化、施工品質の確保と工期短縮の効果が認められ広く採用されています。

製造過程
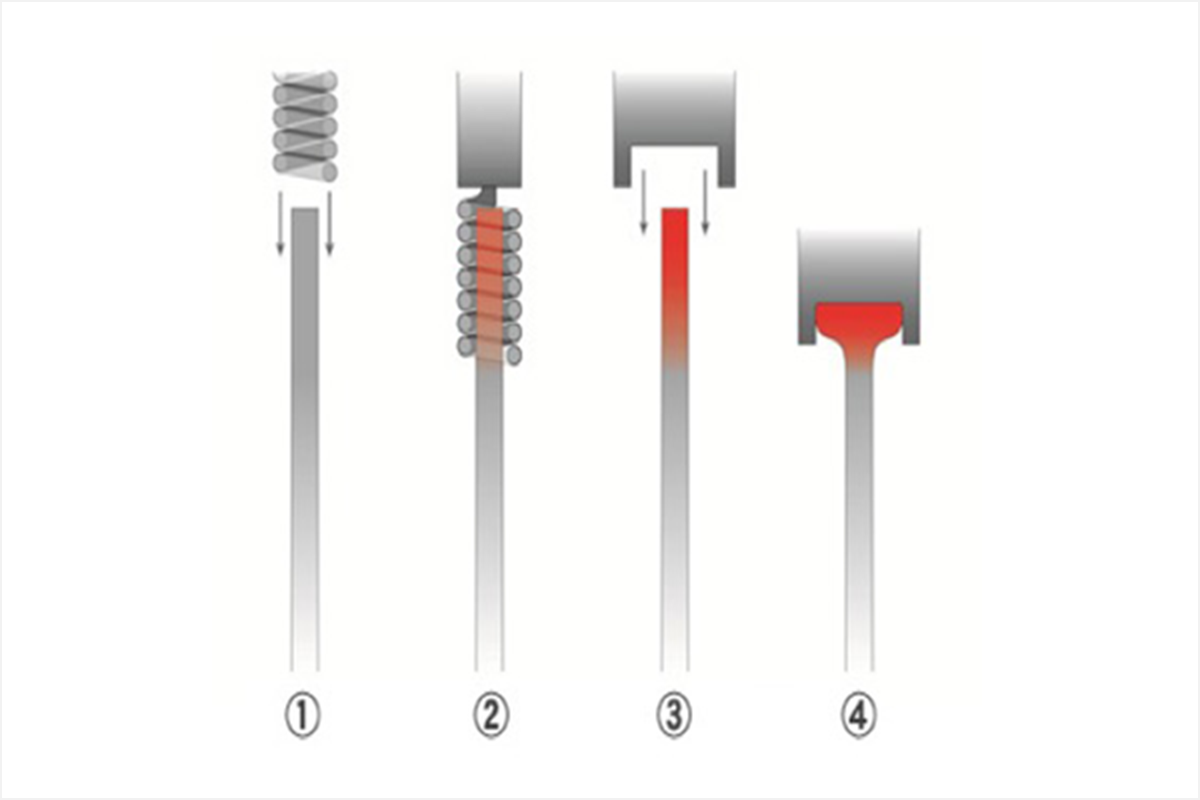
- 鉄筋端部に誘導加熱用コイルをセット
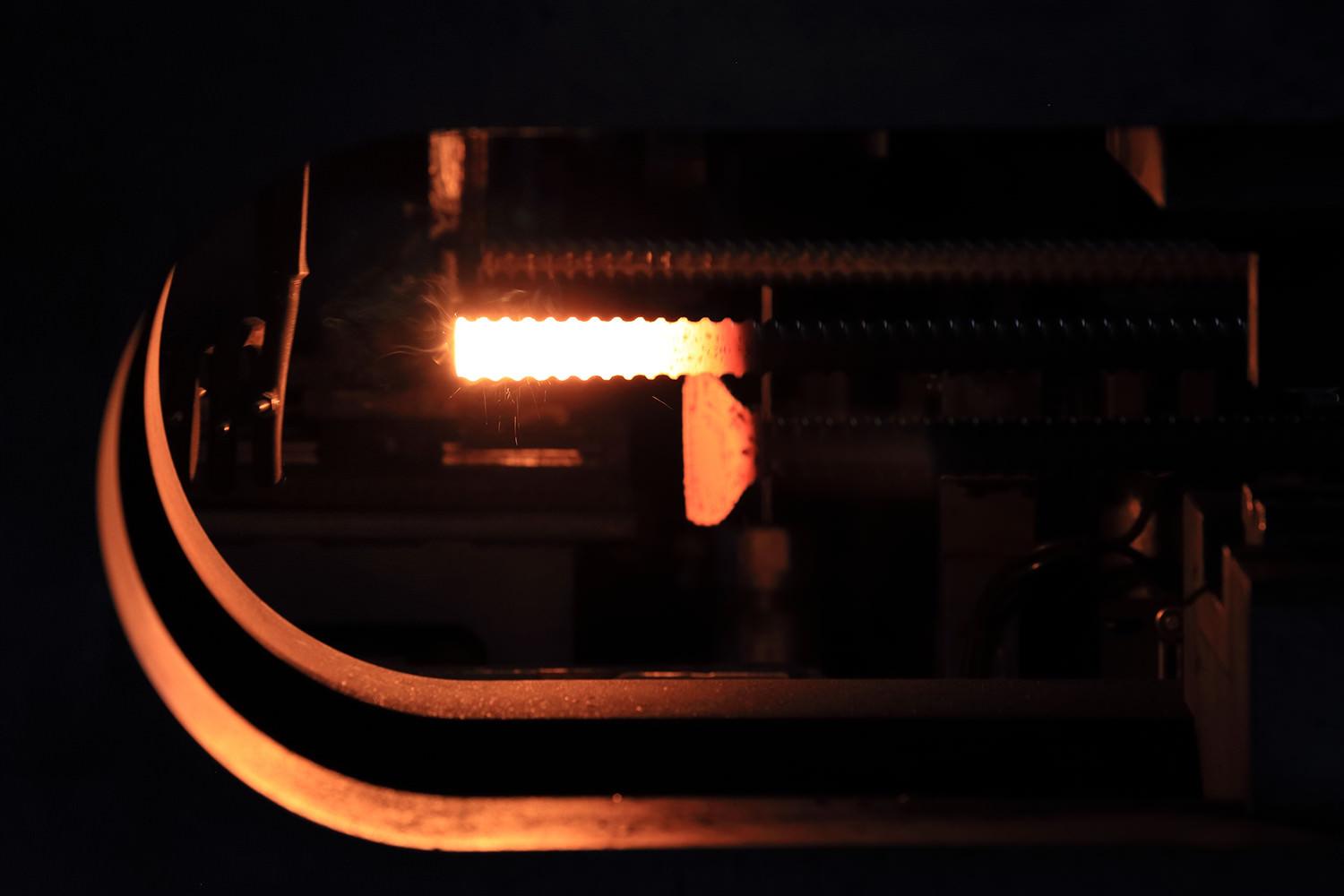
- 高周波誘導加熱によって、鉄筋端部を加熱
- 成形型を加熱した鉄筋端部に押し当てる
- 一体成形加工が完了
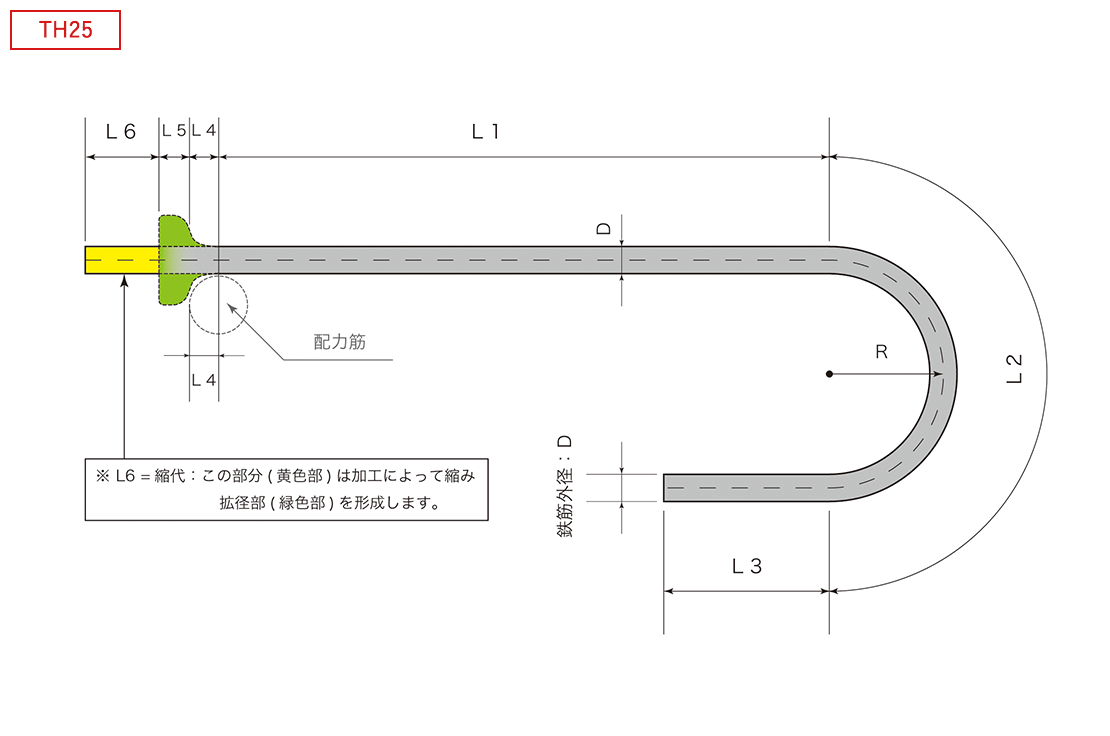
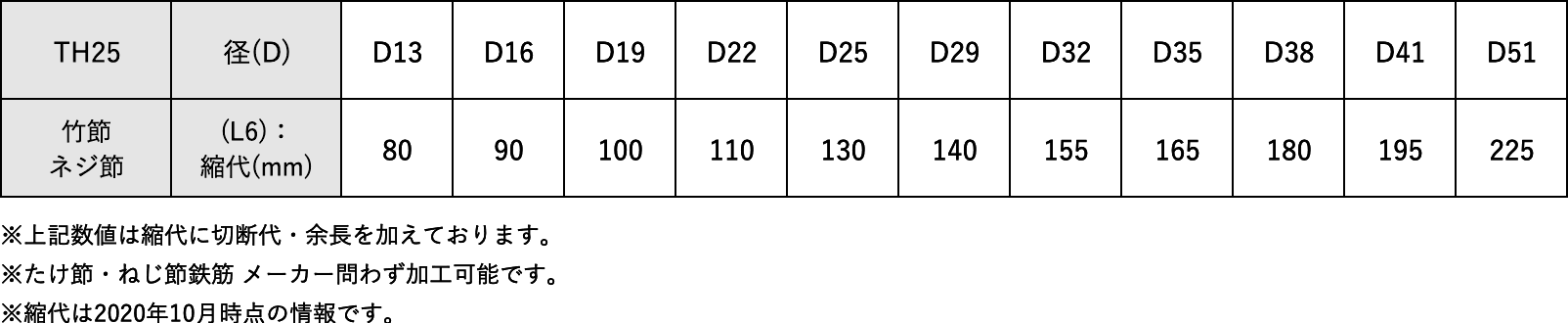
拡径部寸法(TH25)
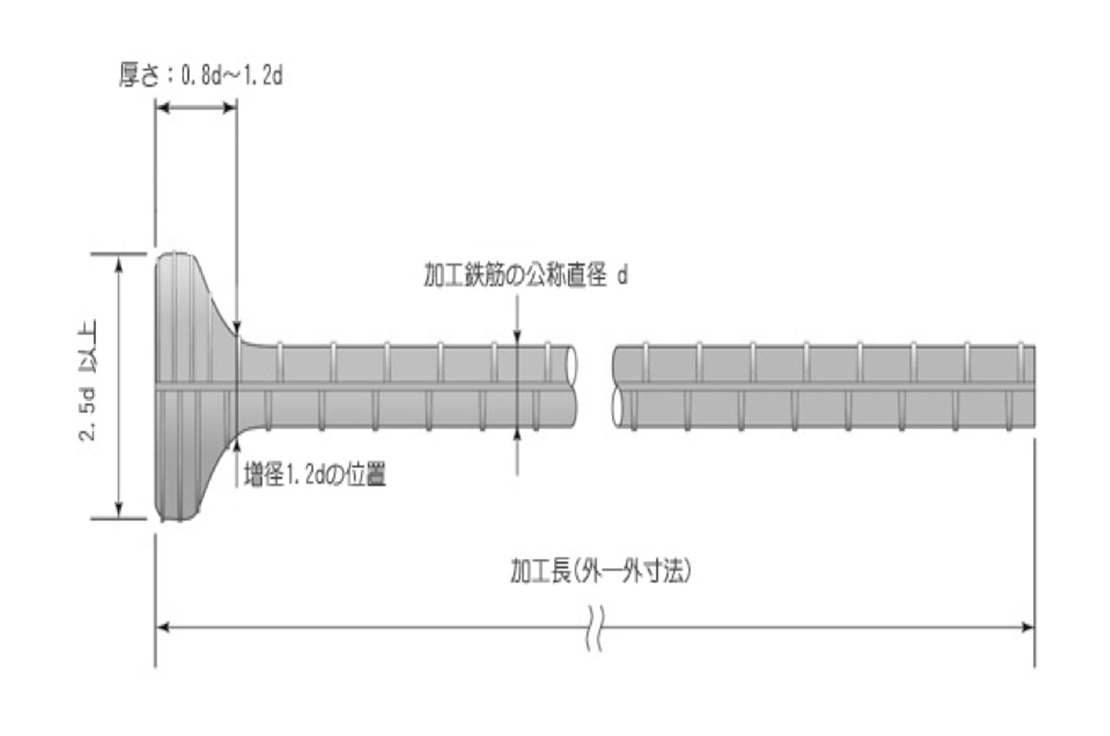
拡径部の径:2.5d以上 厚さ:0.8d~1.2d ※d = 公称直径
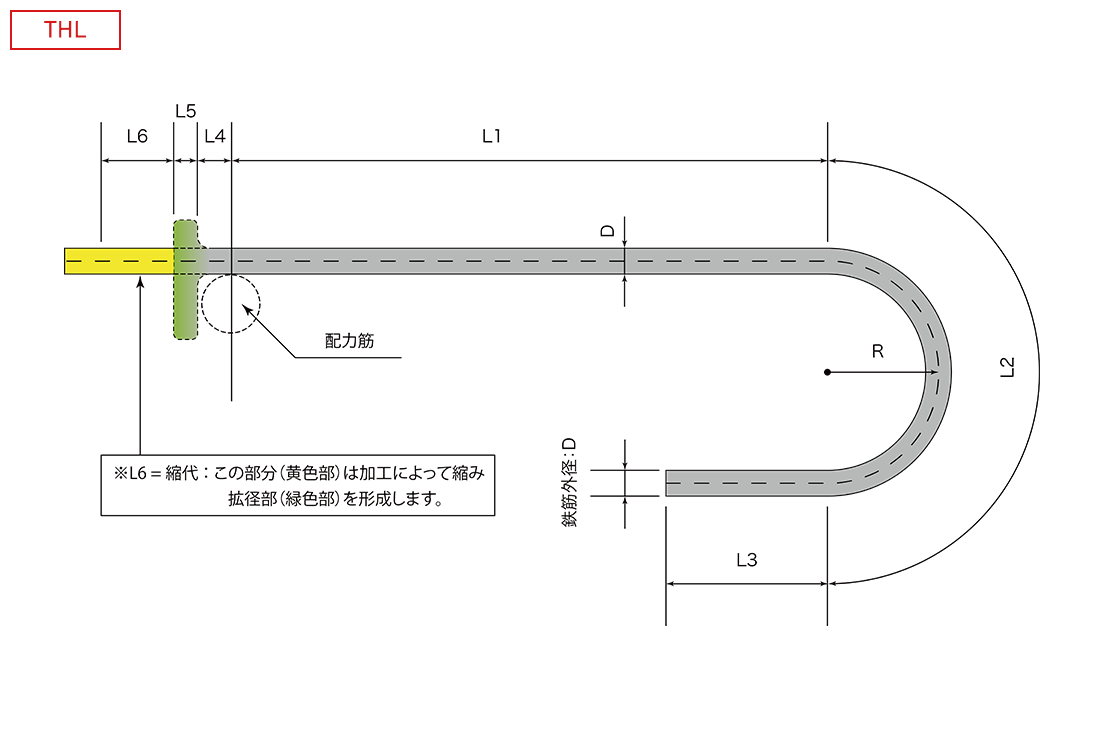
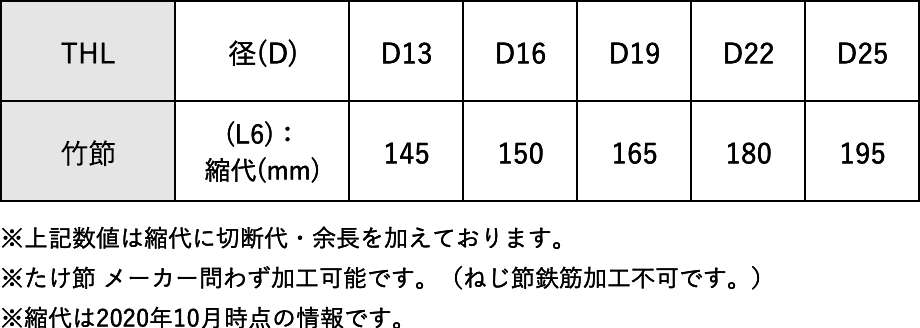
TH加工長と支給鉄筋生材の算出方法(TH = Tヘッド工法鉄筋)
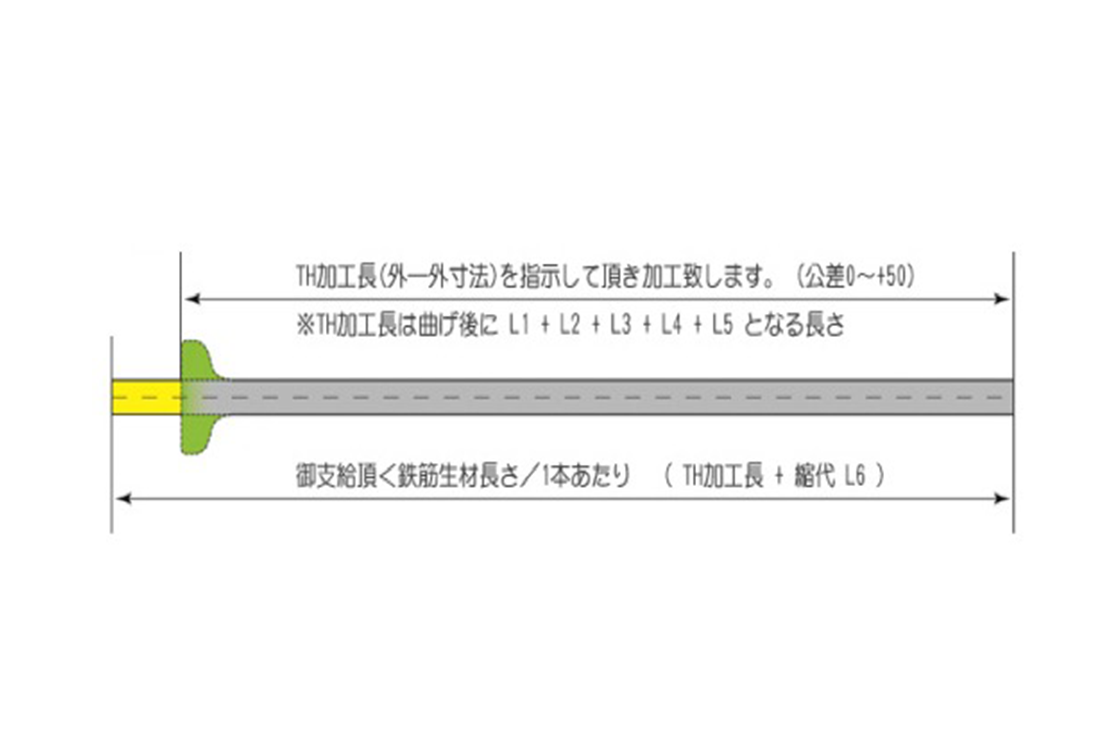
御支給頂く定尺長から、TH加工の前切断は弊社で行ないます。
通常、曲げ加工は弊社で行っておりません。TH加工後、上記の形状で指定納入先へ納品いたします。
TH加工後、納入先での曲げ加工
定着原理
Tヘッド工法鉄筋(支圧抵抗)
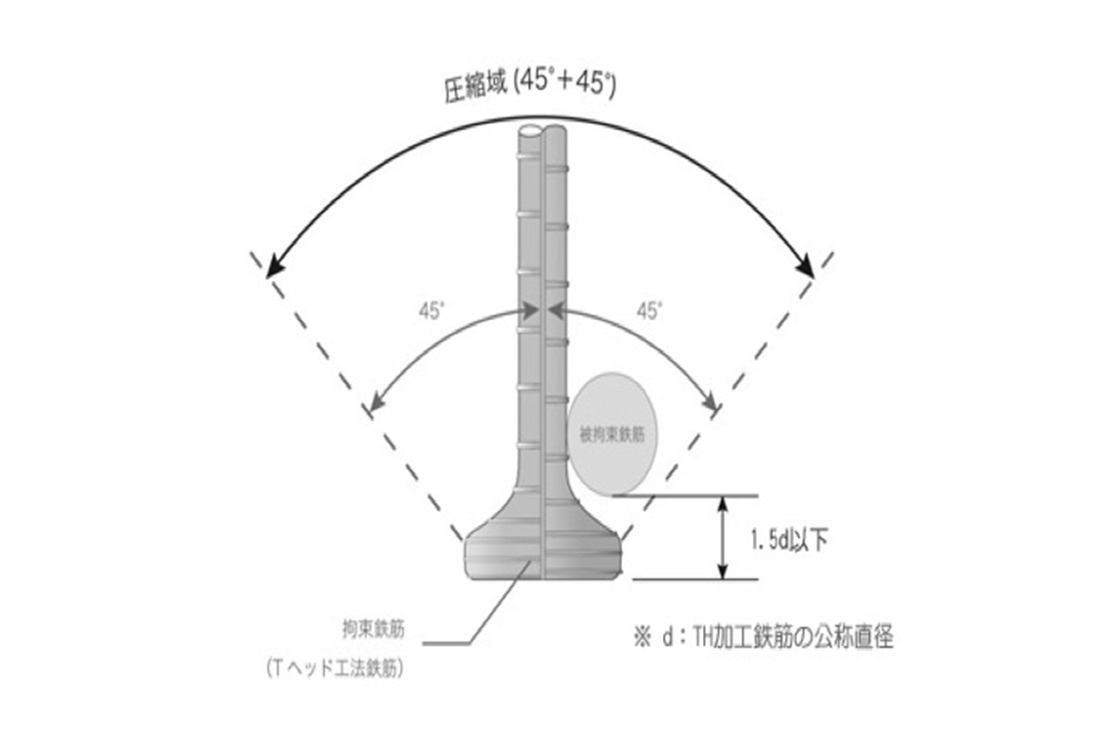
コンクリートの圧縮領域(90度)において引き抜き応力に抵抗し定着性能や被拘束鉄筋への拘束力が作用する。